ASAMBLAREA
PRIN NITUIRE
Nituirea
este procedeul tehnologic de imbinare nedemontabila a doua sau mai
multe piese , cu ajutorul niturilor.
In
functie de tipul productiei, nituirea
poate
fi executata manual sau mecanic, iat in functie de diametrul tijei
nitului, ea se poate executa la cald sau la rece.
In
general, la otel, cand tija nitului are un diametru sub 6 mm,
nituirea se poate face la rece.
Nituirea
manuala in general este o operatie costisitoare care cere un volum
mare de munca avand totodata o productivitate mica.
Avantaje:
-
siguranţă mare în transmiterea sarcinilor;
-
operaţii simple de control şi remediere a defectelor;
-
se asamblează materiale greu sudabile, nesudabile şi diferite;
Dezavantaje:
-
preţ de cost ridicat;
-
reducerea rezistenţei pieselor (datorită găurilor de nit);
-
zgomot ce cauzează îmbolnăviri profesionale;
Nitul
este un organ de maşină folosit la
asamblarea nedemontabilă a două sau mai multe piese de formă
plată, tablă, profile etc.
Nitul
este format din: tijă cilindrică, cap format din fabricaţie şi
cap format în timpul nituirii:
Avantaje:
-
siguranţă mare în transmiterea sarcinilor;
-
operaţii simple de control şi remediere a defectelor;
-
se asamblează materiale greu sudabile, nesudabile şi diferite;
Dezavantaje:
-
preţ de cost ridicat;
-
reducerea rezistenţei pieselor (datorită găurilor de nit);
-
zgomot ce cauzează îmbolnăviri profesionale;
Nitul
este un organ de maşină folosit la
asamblarea nedemontabilă a două sau mai multe piese de formă
plată, tablă,
profile
etc.
Nitul
este format din: tijă cilindrică, cap format din fabricaţie şi
cap format în timpul nituirii:
Clasificarea
niturilor:
1.
după forma capului: semirotund (a), tronconic (b), semiînecat
(c), tronconic şi semiînecat (d), înecat ( e) , plat (f);
2.
după materialul din care sunt confecţionate: oţel carbon
obişnuit OL 34 şi Ol 37, alamă, cupru, aluminiu, aliaje uşoare;
3.
după forma tijei: plină (a), semitubulare (b) sau tubulară (c
şi d);
4.
Nituri speciale: explozive şi cu tijă dublă:
Asamblările
nituite se clasifică:
1.
după forţa necesară: manuală şi mecanică;
2.
după modul de execuţie: la rece şi la cald;
3.
după aşezarea pieselor: prin suprapunere simplă, dublă,
multiplă) şi cap la cap cu una sau 2 eclise:
5.
după destinaţia asamblării: de rezistenţă,
de etanşare şi de rezistenţă-etanşare;
Înainte
de nituire, procesul tehnologic pentru prelucrarea unei asamblări
nituite cuprinde: calculul
dimensiunilor constructive, trasarea axelor niturilor, punctarea
centrelor găurilor, găurirea tablelor, alezarea găurilor,
teşirea găurilor;
Sculele
folosite la nituirea manuală sunt: ciocan
de lăcătuşărie, contracăpuitor (contrabuterolă), trăgător,
căpuitor
(buterolă)
Tehnologia
nituirii manuale cuprinde:
Introducerea
nitului în gaură, aşezarea capului iniţial pe contracăpuitor,
a.
apropierea tablelor cu trăgătorul;
b.
refularea capului de închidere;
c.
formarea capului de închidere;
d.
formarea capului de închidere cu căpuitorul;
Defectele
care pot apărea la nituire sunt:
a.
cap de închidere deplasat, b. cap de închidere prea mare din
cauza tijei mai lungi, c, cap de închidere prea mic din
cauza
tijei scurte, d. cap de închidere deformat, e. cap de închidere
înclinat, f. nit strâmb, g. table deformate la nituire.
|
Pentru
acest motiv se recomanda ca oriunde este posibil, ea sa se execute
mecanizat, folosind dispozitive si utilaje speciale care usureaza
munca si maresc productivitatea (ciocane pneumatice, electrice, prese
etc.)
Nituirea
continua sa ramana un procedeu destul de raspandit pentru realizarea
imbinarilor supuse unor eforturi dinamice mari, precum si acolo unde
nu se poate aplica sudura datorita dificultatilor ce o insotesc.
Astfel, nituirea ramane inca principalul procedeu de asamblare in
constructia de avioane precum si in unele constructii metalice etc.
In
plus, trebuie adaugat ca elementele imbinate prin nituire pot fi
demontate prin distrugerea niturilor, transportate si asamblate din
nou in timp ce constructiile sudate nu permit acest lucru decat in
unele cazuri izolate date fiind transformarile care au loc in
material la locul taierii si sudurii ulterioare.
Nitul
este organul de masina folosit la asamblarea nedemontabila a doua sau
mai multe piese, table , profile sau piese cu forma plata.
Pentru
desfacerea legaturii realizate , se procedeaza la distrungerea
nitului cu dalta , folosind flacara oxicetilenica.
Niturile
se realizeaza din materiale diverse , in functie de materialele
pieselor ce trebuie asamblate si de fortele la careva fi solicitat
asamblul.
Pentru
confectionarea niturilor, poate fi folosit otelul- carbon obisnuit
OL34:OL37 : alama Am63: cupru Cu5, aluminiu Al 99,5.
Caracteristicile
principale pe care trebuie sa le indeplineasca materialele pentru
confectionarea niturilor sunt:
rezistenta
suficient de mare la rupere ,
plasticitate
buna,
Din
punct de vedere al metodelor folosite , dar si din cel al
materialelor si al piselor care se imbina , niturile pot fi:
-niturile
manuale:
-niturile
mecanice:
-niturile
speciale:fig 11
-capsarea
TIPURI
DE NITURI
Inbinarile
nituite se pot imparti in mai multe categorii dupa diferite criterii
si anume:
Imbinari
nituite-dupa modul de executie(manuala, mecenizata)
-dupa
starea tijei(la cald, la re ce)
-dupa
modul de asezare a tablelor(prin supra sau cu clipse/cap la cap/pe o
singura parte-peambele parti)
-dupa
numarul randurilor de nituri(cu un singur rand sau cu mai multe
randuri; paralele, in zigzag)
-dupa
numarul sectiunile de forfecare(cu o singura sectiune, cu mai multe
sectiuni
-dupa
destinatia asamblarii(de rezistenta, de etansare, de
rezistenta-etansare)
-dupa
modul de formare a capului nitului(directa,indirecta);
-Niturile
de rezistenta
se
aplica la constructiile metalice, unde conditia principala care se
cere este transmiterea fortelor intre elementele respective.
--Niturile
de etansare
se
aplica la constructia bazinelor, rezervoarelor sau diferitelor alte
asemenea constructii, care nu sunt supuse unor eforturi deosebite.
Avand in vedere scopul acestor nituri, ea se poate executa cu nituri
mai subtiri decat cele folosite la nituirea de rezistenta insa ele
trebuie dispuse mai des.
--Nituirea
de rezistenta-etansare
trebuie
sa corespunda ambelor conditii. Asa cum s-a aratat si anterior
insa;indiferent de tipul nituirii, este recomandabil ca nituirea sa
fie inlocuita prin sudura ori de cate ori este posibil.
NITUIREA
MECANICA
Ca
si in alte operatii tehnologice din domeniul constructiilor de
masini; tehnologia nituirii si utilajelor folosite sunt conditionate
de tipul productiei. Astfel la productia individuala si in atelierele
de intretinere si reparatii, se aplica nituirea manuala pentru
realizarea unor imbinari care nu se pot efectua prin sudura din
diferite motive. Nituirea se realizeaza manual sau mecanic, la cald
sau la rece.
Nituirea
mecanica se executa la masinile de nituit obtinandu-se marirea
productivitatii si imbunatatirea calitatii nituirii. Forta de nituire
realizata cu astfel de masini este de 2000-8000 daN.
Masinile
de nituit pot fi clasificate astfel:
Dupa
procedeul
de formare a capului de nit,in:
-masini
de nituit prin ciocanire (ciocane de nituit), care pot fi fixe si
transportabile;
|

masini
de nituit prin presare (prese de nituit),
care
pot fi in potcoava (fixe si amovibile) sau
in
cleste (fixe sau amovibile);
-masini
de nituit prin rulare.
Dupa
posibilitatea
de deplasare,in:
-masini
de nituit fixe;
-masini
de nituit transportabile, care pot fi
portative,
carosabile sau suspendate.
Dupa
modul
de actionare,in:
-masini
de nituit hidraulice;
-masini
de nituit pneumatice;
-masini
de nituit hidropneumatice;
-masini
de nituit electromecanice;
-masini
de nituit electrohidraulice.
Dupa
felul comenzii de
functionare,in:
-masini
de nituit cu comanda manuala;
-masini
de nituit cu comanda semiautomata;
-masini
de nituit cu comanda automata.
Masina
de nituit prin ciocanire
Se
foloseste la nituri cu diametrul pana la 42 mm. Aceste masini pot fi
actionate cu aer comprimat sau prin transmisii mecanice. In figura
20.1 este reprezentat schematic sistemul de parghii al unei masini
pneumatice cu parghie. Aerul comprimat actioneaza pistonul 1. Pe tija
pistonului este fixata pana 2, care, la deplasarea pistonului,
impinge rola 3, transmitand printr-un sistem de parghii efortul
asupra capuitorului 4.Contracapuitorul 5 face corp comun cu batiul
masinii.
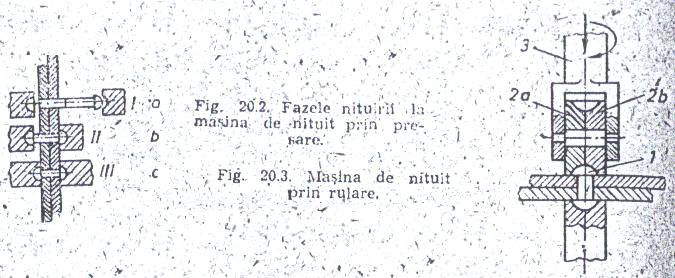
Masina
de nituit prin presare
Formeaza
capul nitului dintr-o singura miscare a capuitorului, iar presiunea
asupra nitului creste in mod treptat. Nituirea cu astfel de masini
face ca refularea sa fie foarte puternica, ceea ce elimina operatia
de stemuire. In figura 20.2 este reprezentat modul de lucru la o
astfel de masina. Masina se apropie de piesele ce trebuie sa fie
nituite pana cand capul de asezare al nitului vine in contact cu
contracapuitorul fix. Apoi se aplica presiunea asupra capuitorului si
se formeaza capul de inchidere al nitului.
Masina
de nituit prin rulare (fig. 20.3)
Formeaza
capul de nit printr-o presare rotativa care creste treptat.
Constructia acestor masini de gaurit cu reglare manuala prin maneta
cu maner. In locul burghiului se folosesc doua role profilate 2a
si 2b ,care la rotirea si avansul arborelui 3 formeaza
capul de inchidere al nitului 1. Nituirea cu aceste masini este
folosita numai pentru nituri de dimensiuni mici si din materiale moi.
Masina
de nituit hidraulic
Are
un cilindru cu apa sub presiune si un piston care este legat direct
cu capuitorul. Apa care formeaza agentul motor al masiniieste adusa
la cilindru prin conducta de la o pompa sau de la un acumulatorde
presiune.
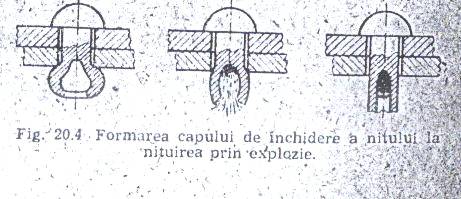
NITUIREA
PRIN EXPLOZIE
Daca
capul de inchidere al nitului se gaseste intr-un spatiu care nu
permite nici un fel de acces pentru formarea sa,atunci se aplica
nituirea prin explozie (fig.20.4)
In
asemenea cazuri se folosesc nituri semitubulare umplute in interior
cu o substanta
exploziva,
iar nituirea consta in introducerea nitului in gaura si incalzirea
lui in timp ce se apasa asupra capului fabricat din afara.Pentru
incalzirea nitului, se foloseste un incalzitor electric special care
incalzeste nitul intr-un interval de 1-3 s la 130 C.
La
aceasta temperatura explozivul se aprinde si explodeaza,iar capatul
tubular al tijei situat in afara isi mareste diametrul formandu-se
astfel capul de inchidere al nitului.Dupa explozie,nitul racindu-se
se contracta puternic dand o imbinare nituita de buna calitate.
Dupa
caz,se pot folosi nituri din otel sau din metal neferoase
Niturile
din otel pot avea diametre intre 4-10 mm,iar cele din metale
neferoase intre 2-6
mm.
Nituirea
cu explozie se poate executa de un singur lucrator fara ajutor si
este de mare productivitate dat fiind timpul scurt de formare a
capului de inchidere.Timpul de incalzire variaza functie de diametrul
nitului inlimite destul de mici.
NITUIREA
METALELOR SI ALIAJELOR USOARE
Dupa
cum s-a precizat in partea introductiva a acestui subcapitol,
nituirea are inca o larga aplicabilitate intr-o serie de domenii unde
nu se poate executa sudarea.Printre
principalele constructii nituite se numara si cele aernautice, unde
se folosesc in general aliaje de aluminiu. La asemenea constructii se
aplica numai nituirea la rece, deoarece prin incalzire tablele
respective din cauza modificari structurii isi micsoreaza rezistenta.
Pentru acest motiv nu se pot folosi nituri cu diametrul mai mare de
13 mm.
De
asemenea, trebuie avut in vedere faptul ca nituirea executandu-se la
rece, Strangerea puternica a tablelor nu este asigurata prin
contractia ulterioara a tijei nitului si eforturile se transmit numai
prin contactul direct dintre tija si peretele gauri.
Deci,
pericolul de forfecare a tijei nitului este mult mai mare decat in
celelalte cazuri, motiv pentru care la nituirea acestor aliaje se
cere o atentie cu totul deosebita.
Nituirea
manuala
Pregatirea
nituirii consta in pregatirea sculelor si dispozitivelor , precum si
a pieselor ce urmeaza a fi nituite.
Operatia
consta in curatarea suprafetelor care vor veni in contact de unele de
zgura, vopsea unele de grasime sau de alte corpuri straine. Inainte
de nituire , pe suprafata tablelor se aplica un strat de oxid de
plumb preparat cu ulei in dublul fiert.
2
Trasarea centrelor gaurilor de nit. Operatia necesita precizie mare,
pentru a se evita dezaxarea gaurilor de nituri ceea ce ar duce la
ruperea lor.
Pozitia
centrelor gauriulor se marcheaza cu punctatorul.
3
Gaurirea tablelor .Se face prin poansonare ,stantare , scule speciale
sau pe masini-unelte. Suprafatele gaurilor de nituire trebuie sa fie
cat mai curate si diametrul lor trebuie sa fie mai mare decat
diametrul tijei nitului cu urmatoarele valori:
Pentru
d nit =( 1-5mm), d gaura mai mare cu 0,2mm;
Pentru
d nit =( 5-10mm), d gaura mai mare cu 0,5mm;
Pentru
d nit =(<10 mm), d gaura mai mare cu 1mm:
Pentru
a obtine o coincidenta optima a gaurilor realizate in piese care se
asambleaza se recomanda ca atunci cand este posibil, gaurirea sa sa
se faca simultan prin suprapunerea pieselor. Daca acest lucru nu este
posibil , atunci gaurile se executa separat la diametre mai mici si
apoi sunt alezate prin suprapunerea pieselor.La gaurile pentru nituri
cu cap semiinecat sau inecat se teseste cu scule corespunzatoare.
4.Montarea
pieselor pentru nituirea si centrarea
In
cazul niturilor la care prindere se face cu multe nituri , tablele se
prind si se centreaza folosind dornuri sau suruburi. Prinderea
provizorie se realizeaza folosind chiar gaurile de nituri.Intervalul
de strangere initial al tablelor poate fi de 2..3 gauri si se poate
realiza si prin aparatul de nituire.
5.Debavuarea
capetelor niturilor
Consta
in inlaturarea , cu ajutorul unei dalte speciale , a materialului
prins de capetele nitului , care rezulta din surplusul refulat pe sub
capuitor 6. Stemuirea
Prin
aceasta operatie, marginea tablei este batuta astfel incat tablele sa
se interpatrunda , cu scopul realizarii unei etanseitati mai mari fig
12.
Operatia
de nituire manuala comporta urmatoarele faze:
-introducerea
nitului in gaura si asezarea lui cu capul initial pe contracapuitor:
-strangerea
pieselor cu tragatorul;
-refularea
capatului tijei nitului prin batere cu ciocanul , prin lovituri
axilare si radiale , pentru a obtine capul de inchidere de forma
bombata:
montarea
capuitorului pe capul de inchidere, prin lovire cu ciocanul pentru a
obtine capul de inchidere .
CONDITII
TEHNICE IMPUSE INBINARILOR NITUITE
Obtinerea
unei bune calitati a imbinarilor nituite este conditionata de
urmatorii factori:
-
presiunea executata asupra nitului si a tablelor ce se imbina trebuie
sa fie suficienta pentru a impiedica deplasarea dintre piese si a
evita forfecarea;
-
temperatura de incalzire a nitului trebuie sa fie intre limitele
prescrise, iar niturile sa nu stea timp indelungat la aceste
temperaturi, pentru ca materialul sa nu-si schimbe proprietatile
tehnologice;
-niturile
sa fie astfel alese incat sa existe un raport intre diametrul si tija
nitului suficient pentru formarea capului de inchidere;
-piesele
care se imbina sa aibe suprafete bine curatate si indreptate;
-niturile
se distribuie astfelincat sa se realizeze o buna rezistenta si
etanseitate a imbinarii.
Imbinarile
nituite se considera de buna calitate daca indeplinesc urmatoarele
conditii:
-gaura
este umpluta complet de corpul nitului;
-nitul
asigura o strangere corespunzatoare a pieselor imbinate.
Niciun comentariu:
Trimiteți un comentariu